PPI PUMPS P.LTD.



Featured Products
Highest quality standards are achieved through the implementations of latest technology, decades of experience and everlasting moral values , which have helped us to retain our customers as well as multiply them.


Welcome to PPI PUMPS P.LTD.
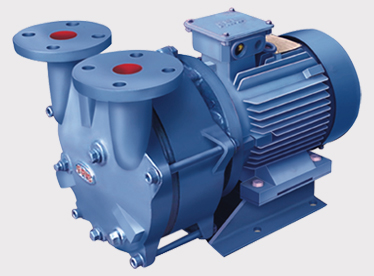
Liquid Ring Vacuum Pump

Applications
Pulp & Paper, Sugar Mill, Power Plant & Process Minival Bonification in minima Industries.
The liquid ring vacuum pump is manufactured to handle liquid, water, gas and air movement applications in various industries. We design vacuum pumps based on widely acclaimed liquid ring technology to offer high end transfer solutions in industries. These are the best devices for handling applications like vacuum filtration, extracting moisture, removal of water from pulp during paper processing, mineral beneficiation, ash handling and much more. Available in 5000 m3 /hr to 22000 m3 /hr working capacity, this is the right device for use in sugar mills, oil refineries, distilleries, coal washeries, power plants and mines. It can serve wide range of applications in paper, chemicals, pharmaceuticals, fertilizer, railways and textile industries.
Our Vision
* To embrace new technologies and methods. * To give unsurpassed products and services to the clients. * To constantly look for improvement and changes.
